构成:
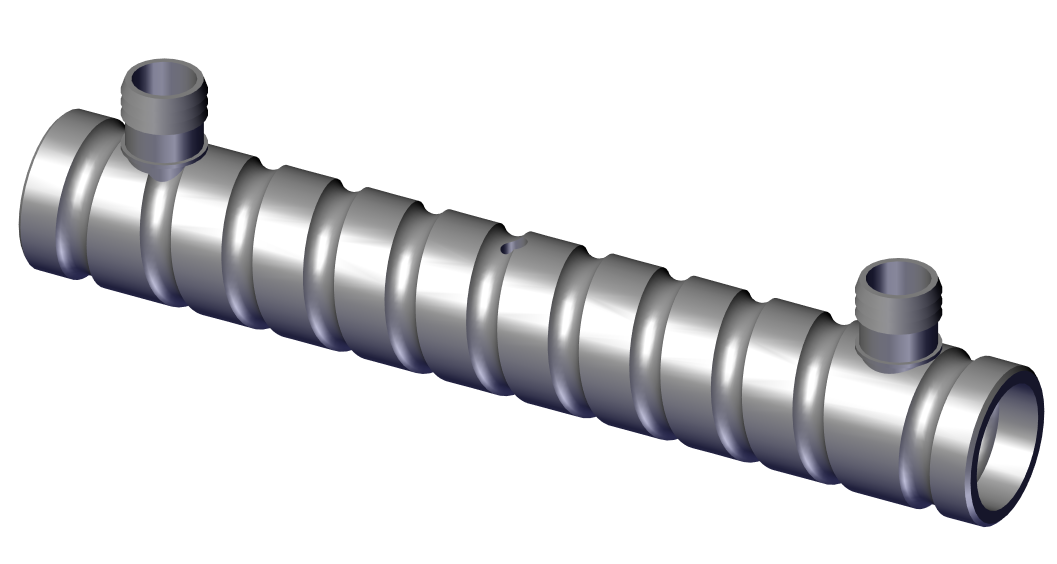
内置耐高温永强磁芯,外配导杆连接、不锈钢外壳保护。
原理:
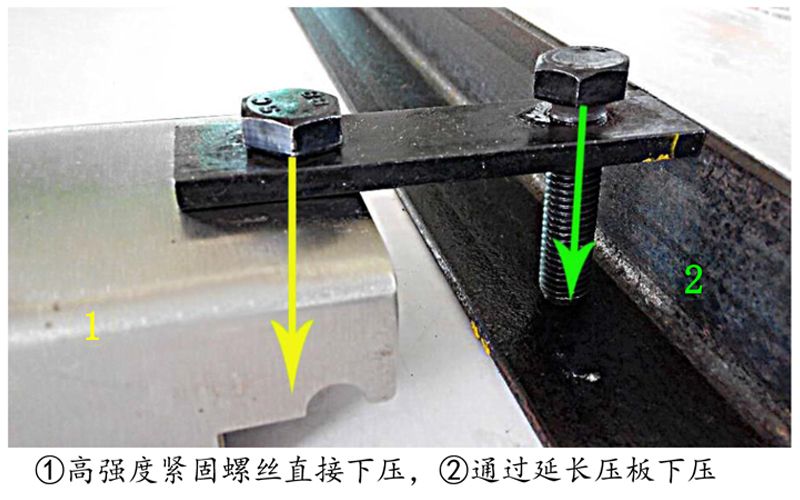
利用强磁芯与钢模台的吸附力,通过导杆传递至不锈钢外壳上,用卡口横向定位,同时用高硬度可调节紧固螺丝产生强下压力(下图①),直接或通过其他紧固件(下图②)传递压力,从而将模具牢牢的固定于模台上。
性能特点:
在 80 度以下养护库中长时间使用磁力不衰减,不锈钢外壳使得磁芯磁力更集中,此外对磁芯起到非常好的保护作用,在恶劣的混凝土环境中不生锈。
应用范围:
广泛通用钢、铝、木、橡胶等放置于钢模台上生产之大部分模具。
规格型号:
800~1500kg 吸力不等,可按照实际模具需要订做最佳吸力配套磁盒。
使用方法:
1.固定叠合楼板边模及墙板边模;2.固定窗模、门模等独立模;3.固定木模板。
与传统施工法相比优点:
1. 拆装简便——省时、省工;传统螺栓固定——拆装困难,耗工时,费人力;
2. 一盒多用,可用于木、铝、钢模,并且任意组合;传统工法:螺栓或螺纹固定,方式经常需变化;
3. 以强磁芯吸附模台固定模具,无需在模具或模台上钻孔,不对模台及模具造成任何损伤,大大提高其使用寿命;传统工法:需在模具或模台上冲孔后用螺栓固定,造成永久性损伤,久而久之造成构件表面凹凸不平,模台及模具的使用寿命短,成本摊销高。
固定磁盒与建筑工业化:
建筑工业化的体现为构件标准化、工厂化、批量化预制流水线生产,其中关键的一环即生产效率的提高。构件生产流水线效率最重要体现在生产节拍上(即各道工序完成进入下一个协同工位需要的时间),生产节拍时间的长短取决于生产各工序中时间最长的一环,现场证明生产过程中最为耗时环节在于模具拆装工序。生产流水线及固定模台上使用固定磁盒固定边模已成为必然的趋势(见下工时对比)
|
构件厂 |
模台尺寸 |
单块构件装模时间 |
每天 10 小时装模量 |
装模工人 |
|
某传统构件厂使用传统工法装模 |
6m*4m |
1.5h/pcs |
6.6 套 |
5 人 |
|
某工业化构件厂使用固定磁盒装模 |
9m*3.5m |
12.5min/pcs |
48 套 |
3 人 |
以上两家均为国内较有实力的构件厂进行的工艺生产对比,使用固定磁盒配合工业化生产流水线速度是传统工法装模的 7.27 倍!拆装的便捷性、人工、模台与模具重复使用率的提高,固定磁盒的综合效益显而易见。
由此可见,预制构件生产流水线,或批量固定模台构件生产,使用固定磁盒拆装边模是不二选择
使用注意事项:
▲ 紧固螺母不可下调,否则把磁盒体顶开贴合面过多导致吸附不充分造成边位移。
▲ 放置磁盒的钢模面需平整,每次使用前需将且清理干净,不可有混凝土残留物或及其它颗粒物,以免影响磁芯与模台的贴合不密切,影响固定力度。
▲ 磁盒使用前后均需清理磁芯接触面,不能有混凝土以及铁屑等粘在上面,影响吸附力。
▲ 经常清理粘在合体上的混凝土并涂上机油,定期给导杆位置加机油以保证磁芯开合的顺畅。
▲ 禁止用铁锤等硬物敲打合体,或高处自由下落至钢铁表面,否则加磁芯本身强大吸附力可能损坏盒体影响使用,甚至会造成磁芯错位,损坏磁盒。









 微信公众号
微信公众号 咨询部二维码
咨询部二维码
{kind=link}